Дом
Дом





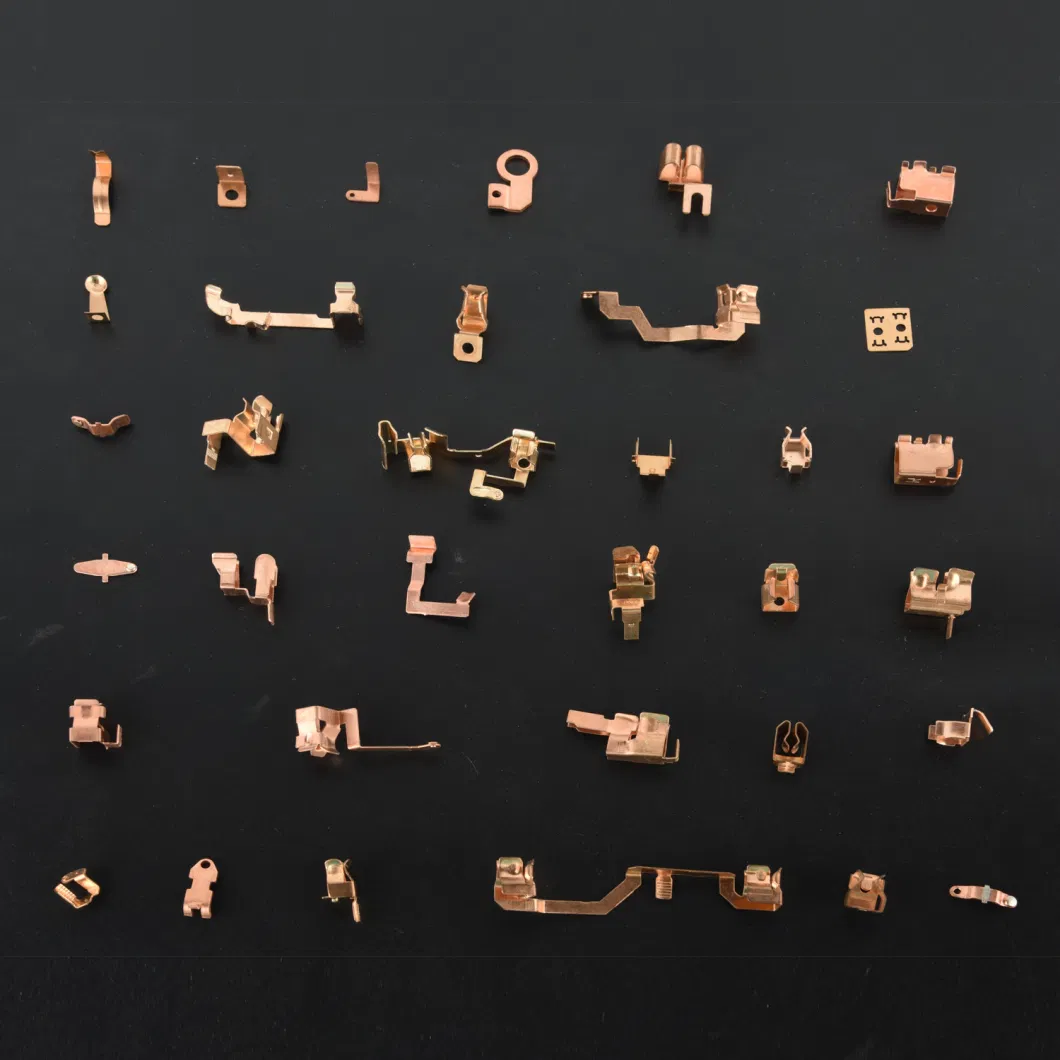
OEM высокоточные штампованные детали из листового металла для обработки алюминия, меди и латуни на станках с ЧПУ для бытовых электрических выключателей, розеток
Базовая информация.
| Модель №. | SWG053 |
| Форма | Многоступенчатые прогрессивные матрицы |
| Время выполнения | 20-35 дней |
| Приложение | Переключатель, розетка, вилка, патрон лампы, коробка MCB |
| Транспортный пакет | согласно вашему запросу |
| Спецификация | Индивидуальные |
| Товарный знак | OEM |
| Источник | Нинбо |
| Код ТН ВЭД | 8538900000 |
| Производственная мощность | 200, 0000 в месяц |
Описание продукта
Мы являемся пионером в производстве точных латунных компонентов и сборок для электротехники, электроники и литья пластмасс. Мы поставляем металлические штампованные детали.
1. Клемма заземления
2. Латунная вставка
3. Латунный винт
4. Серебряный электрический контакт.
5. Пружины
6. Металлические контакты для проводов вилки.
7. Кнопочный переключатель
8. Вилка штекера 13А. Вставка.
Главный Материал:
железо, нержавеющая сталь, медь, латунь;
Ключевой момент по качеству:
окончательный статус отделки. Допуск по размеру и марка материала;
Контроль качества:
Что касается серебряного электрического контакта для переключателя, ключевым моментом является характер материала. Также серебряная часть.
Что касается розеток, они должны быть изготовлены из меди, а не из латуни. В качестве штифта диаметром 4 мм и 5 мм для них подойдет. Если материал некачественный, после работы с вилкой диаметром 5 мм он будет очень рыхлым. Что касается толщины, то желаемая толщина составляет 0,8 мм, а не 0,5 мм. Кроме того, если структура соответствует, мы должны добавить зажим для контроля открытия.
Для экономии затрат и улучшения качества готовой продукции некоторые детали для электрической штамповки предназначены для автоматической сборки. В этом случае мы должны контролировать полную отделку от сырья, отделку металлических деталей, упаковку и окончательную обработку каждого соединения. Любое нарушение порядка будет проблемой для полного качества готовой продукции. Также лучшее решение — сократить этап отделки при проектировании продукта. Механическая конструкция также является еще одним ключевым фактором. Поскольку даже какой-то законченный шаг оказался неудачным, его можно реформировать через структуру продукта.
Срок проектирования и производства: 35-45 дней.